














智匯觀點|機台差異決定集塵成效
2026-03-13
為什麼不能用同一套吸塵邏輯?
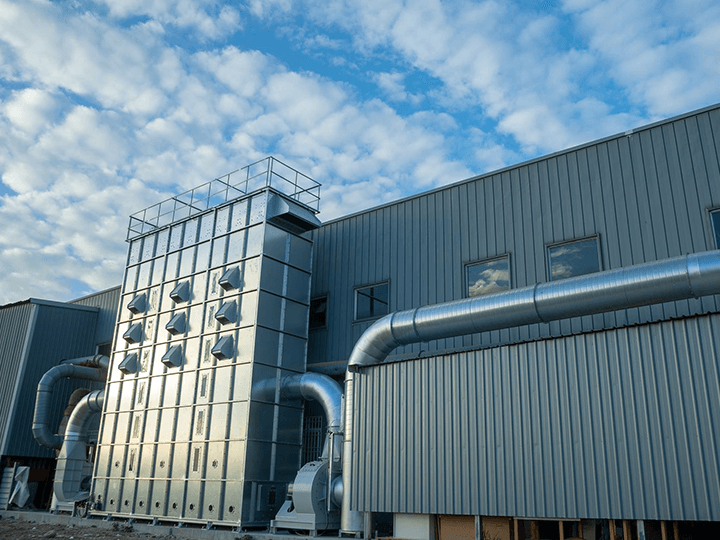
木工廠若直接把所有設備「平均化」設計,最後常出現吸口風速不足、局部外洩、主管積屑或能耗過高的問題。差異主要來自:
1. 粉塵粒徑與密度
細粉懸浮性高,大片刨花則依賴氣流輸送動能。
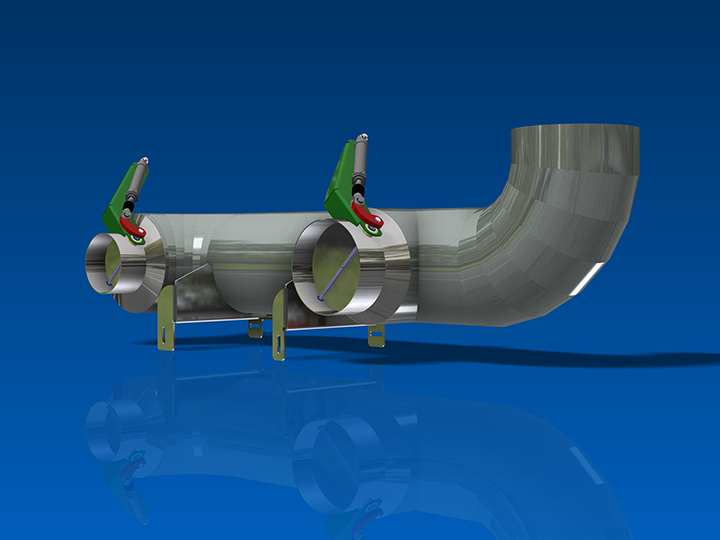
2. 噴散方向與動量
高速切削具有強烈方向性,研磨則呈現面狀散逸。
3. 間歇與峰值負荷
連續產塵與瞬間高峰產塵對管路穩定性要求不同。

木工廠若直接把所有設備「平均化」設計,最後常出現吸口風速不足、局部外洩、主管積屑或能耗過高的問題。差異主要來自:



